Protocol voor machinecenter RAPID OPTIMA 400/EVOLUTION 05
Via de instellingen/uitvoeren dialoog kan men volgende parameters aanpassen/instellen:
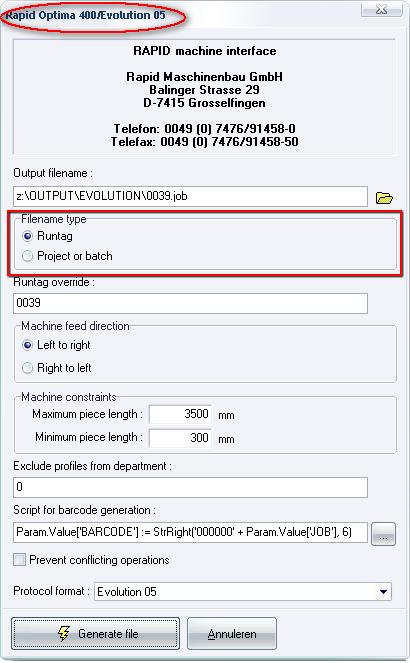
- bestandsnaam voor te genereren formaat
- bestandnaam (runtag of project/batch) (sinds JoPPS 3.29 P3)
- runtag override
- machine invoer richting
- beperkingen afmetingen profiel
- afdeling filter profielen
- script om eigen barcode samen te stellen
- controle conflicterende bewerkingen
- protocol formaat (Optima 400 of Evolution 05)
Mcman
De bewerkingen in MCMAN worden gedefinieerd aan de hand van een aantal methodes en/of parameters.
De algemene beschikbare parameters:
Tool.Name (code bewerking(en) string)
Tool.Side (zijde profiel P1=7,P2=8)
Tool.X (X coordinaat bewerking)
De beschikbare methodes:
Tool.Perform(Name, X[, Side]) deze methode zal de specifieke parameters instellen
Name (bewerking code)
X (bewerking positie)
Side (profiel zijde)
Tool.Apply() deze methode zal de specifieke parameters toepassen
Extra parameters op te vragen in MCMAN:
Param.WORKOFFSET (bewerkingspositie)
Param.PRODUCT (product code)
Param.SYSTEM (reeks code)
Param.PROFILE (profiel code)
Param.VARIETY (uitvoering code)
Param.SUPPLIER (leverancier code)
Param.CUSTOMER (klant code)
Param.CUSTOMERDESC (klant naam)
Param.PC1 (code versterking 1)
Param.PC1LENGTH (lengte versterking 1)
Param.PC1INSERT1 (inschuiflengte begin versterking 1)
Param.PC1INSERT2 (inschuiflengte einde versterking 1)
Param.PC2 (code versterking 2)
Param.PC2LENGTH (lengte versterking 2)
Param.PC2INSERT1 (inschuiflengte begin versterking 2)
Param.PC2INSERT2 (inschuiflengte einde versterking 2)
Param.LENGTH (profiel lengte)
Param.LABS (profiel zaaglengte)
Param.LMAX (profiel lengte)
Param.HB (zaaghoek begin)
Param.HE (zaaghoek einde)
Param.ANGLEA (zaaghoek begin)
Param.ANGLEB (zaaghoek einde)
Param.LC1 (profiel lengte kant 1)
Param.LC2 (profiel lengte kant 2)
Param.CB1 (correctie begin kant 1)
Param.CE1 (correctie einde kant 1)
Param.CB2 (correctie begin kant 2)
Param.CE2 (correctie einde kant 2)
Param.SB1 (beginmaat kant 1)
Param.SE1 (eindmaat kant 1)
Param.SB2 (beginmaat kant 2)
Param.SE2 (eindmaat kant 2)
Param.HB1 (hoek begin kant 1)
Param.HE1 (hoek einde kant 1)
Param.HB2 (hoek begin kant 2)
Param.HE2 (hoek einde kant 2)
Param.CARRIER (kar nummer (vast)
Param.CABIN (vak nummer, vast)
Param.RACKNO (kar nummer, regels)
Param.RACKXI (vak nummer, regels)
Param.PROFID (profiel nummer)
Param.FRAMEID (kader nummer)
Barcode
De gebruiker kan d.m.v. een script zelf de barcode samenstellen. Indien geen script opgegeven wordt de standaard barcode gebruikt, bestaande uit de runtag hexadecimaal (4 karakters) en het profielnummer (4 cijfers).
In de script kan gebruik gemaakt worden van volgende parameters om een barcode zelf samen te stellen :
BATCH (batch code)
JOB (project code)
ASSEMBLY (groep code)
FRAME (kaderdeel code)
CUTCNT (profiel nummer - globaal)
LINECNT (lijn nummer)
FRAMEID (kader nummer)
PROFID (profiel nummer - constructieve)
BARCODE (barcode resultaat)
_RUNTAG (runtag hexadecimaal)
_RUNTAGD (runtag decimaal)
Houtlook zaaghoeken Rapid (3,33 P4 - 3056)
Mogelijkheid voorzien om te kiezen welke zaaghoeken te gebruiken bij houtlook verbindingen.
Extra instellingen voorzien in de dialoog van de machinecenter sturing om mee te geven welk gedrag dient toegepast voor een profiel met houtlook verbinding :
Via ‘Wood simulation angles’ worden de mogelijkheden voor de zaaghoeken ingesteld :
1. Normal behaviour (de berekende zaaghoeken doorgeven)
2. Always 90 degrees (voor contralas verbinding 90° doorgeven)
3. Always 45 degress (voor contralas verbinding 45° doorgeven)
Via ‘Wood simulation junctions’ geven we aan wat als een houtlook verbinding wordt aanzien :
Continue – Mitre
Continue – Continue
|
Opmerking
Onderliggende QRF bestanden OPTIM400 en EVOLUTION zijn aangepast!
|