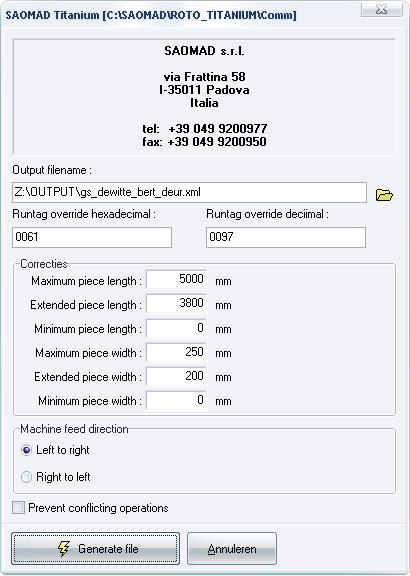
Formaat voor aansturen van de SAOMAD TITANIUM bewerkingsmachine voor hout (langs profileren, kops profileren en bewerken). De dialoog van de SAOMAD Titanium sturing heeft naast de standaard input parameters, zoals :
- bestandsnaam voor te genereren formaat
- runtag override (decimaal/hexadecimaal)
- beperkingen afmetingen werkstuk
- machine invoer richting
- controle conflicterende bewerkingen
De bewerkingen in MCMAN worden gedefinieerd aan de hand van een aantal methodes en/of parameters.
De beschikbare methodes zijn :
Tool.Define(sOperation, sName, [iSide/iPass/iZone])
- deze methode zal de specifieke parameters instellen
sOperation bewerkings typ
sName bewerking naam
iSide zijde voor langs profilering
iPass pas indien kops profilering
iZone zone indien cnc bewerking
Tool.Apply() deze methode zal de specifieke parameters toepassen
Tool.Perform(sOperation,sName, [iSide/iPass/iZone])
- deze methode stelt de parameters in en past ze onmiddellijk toe
De algemene beschikbare parameters:
Tool.Kind type bewerking (PROFILING, TENONING, WORKING)
Tool.Name code bewerking (string)
Tool.Side zijde langs profilering (links=1,rechts= 2)
Tool.Pass pas kops profilering (tussen 1 en 12)
Tool.Zone kant cnc bewerking (begin=1, einde=2)
Tool.DepNr afdeling nummer bewerking (aggregaat #)
Tool.SeqNr volgnummer bewerking (tool #)
Tool.Comment commentaar bewerking
Tool.X X coordinaat bewerking
Tool.Y Y coordinaat bewerking
Tool.Z Z coordinaat bewerking
De beschikbare parameters voor langs profilering, waarvoor de standaard waarden gedefiniëerd worden in de ‘Langs profilering’ tabel PROFILING.DB in MCMAN, zijn :
Tool.Ciclo_Profil (S)
Tool.PaccoTP3 (I)
Tool.PaccoTP4 (I)
Tool.PaccoTP5 (I)
Tool.PaccoTP6 (I)
Tool.PaccoTP7 (I)
Tool.PaccoTP8 (I)
Tool.Correzione_guida_mm(N)
Tool.NrUtGui (I)
Tool.Rulli (I)
Tool.IncRulli (I)
Tool.NrUtList1 (I)
Tool.NrUtList2 (I)
Tool.EspList (I)
Tool.Ferram(I)
Tool.Squadra1 (I)
Tool.Squadra2 (I)
Tool.Squadra3 (I)
Tool.Squadra4 (I)
Tool.Fresa_TP3 (I)
Tool.Fresa_TP4 (I)
Tool.Fresa_TP5 (I)
Tool.Fresa_TP6 (I)
Tool.Fresa_TP7 (I)
Tool.NrUt_ApiuL (I)
Tool.Fresa_ApiuL (I)
Tool.NrUt_Ainf (I)
Tool.NrUt_Asup (I)
Tool.Fresa_TP8 (I)
Tool.EvacLIST (I)
Tool.Scorta1 (I)
Tool.Scorta2 (I)
Tool.Scorta3 (I)
Tool.Scorta4 (I)
De beschikbare parameters voor kops profilering, waarvoor de standaard waarden gedefiniëerd worden in de ‘Kops profilering’ tabel TENONING.DB in MCMAN, zijn :
Tool.Ciclo_Tenonatura (S)
Tool.PaccoTP1 (I)
Tool.PaccoTP2 (I)
Tool.PaccoTPC (I)
Tool.Rotazione_pinza (S)
Tool.Correzione_lungh_mm (N)
Tool.Ten (N)
Tool.Lav_panto (I)
Tool.FresaTP1 (I)
Tool.CorrezTP1 (N)
Tool.FresaTP2 (I)
Tool.CorrezTP2 (N)
Tool.Squadra (I)
Tool.FresaTPC (I)
Tool.CorrezTPC (N)
Tool.QuotaTSS (I)
Tool.CorrezTSS (N)
Tool.QuotaTSI (I)
De beschikbare parameters voor bewerkingen, waarvoor de standaard waarden gedefiniëerd worden in de ‘Bewerkingen’ tabel WORKING.DB in MCMAN, zijn :
Tool.TipoLav (I)
Tool.Sel (L)
Tool.utensile (I)
Tool.faccia (I)
Tool.vmaster (N)
Tool.a (N)
Tool.b (N)
Tool.La (N)
Tool.Lb (N)
Tool.p (N)
Tool.nr_passate (I)
Tool.ang_entr (N)
Tool.ang_usc (N)
Tool.Diametro (I)
Tool.scorta1 (I)
Tool.scorta2 (I)
Tool.r (N)
Tool.Oa (N)
Tool.Ob (N)
Tool.scorta3 (I)
Tool.scorta4 (I)
Tool.scorta5 (I)
De volgende extra parameters kan men ook opvragen in de Mcman:
Param.WORKOFFSET bewerkingspositie
Param.PRODUCT product code
Param.SYSTEM reeks code
Param.PROFILE profiel code
Param.VARIETY uitvoering code
Param.SUPPLIER leverancier code
Param.PROGCODE programma code
Param.WIDTH0 profiel breedte
Param.WIDTH1 profiel breedte (gewijzigd) Param.WIDTH2 profiel breedte (brutto)
Param.THICKNESS0 profiel dikte
Param.THICKNESS1 profiel dikte (gewijzigd)
Param.THICKNESS2 profiel dikte (brutto)
Param.OFFSET profiel offset
Param.OFFSET1 profiel offset kant 1
Param.OFFSET2 profiel offset kant 2
Param.REBATE profiel glasslag
Param.REBATE1 profiel glasslag kant 1
Param.REBATE2 profiel glasslag kant 2
Param.MARGIN profiel speling
Param.MARGIN1 profiel speling kant 1
Param.MATGIN2 profiel speling kant 2
Param.W1 -> W10 profiel W parameters
Param.X1 -> X10 profiel X parameters
Param.Y1 -> Y10 profiel Y parameters
Param.Z1 -> Z10 profiel Z parameters
Param.LABS abs. lengte
Param.CABS1 correctie abs. lengte kant 1
Param.CABS2 correctie abs. lengte kant 2
Param.LMAX max. lengte
Param.CMAX1 correctie max. lengte kant 1
Param.CMAX2 correctie max. lengte kant 2
Param.LMIN min. lengte
Param.CMIN1 correctie min. lengte kant 1
Param.CMIN2 correctie min. lengte kant 2
Param.LPNT punt lengte
Param.LPEN pen lengte profiel
Param.LEXT pen diepte profiel
Param.LC overmeten lengte
Param.ANGLEB beginhoek
Param.ANGLEE eindhoek
Param.CORRECTB begincorrectie
Param.CORRECTE eindcorrectie
Param.LC1 lengte kant 1
Param.ANGLEB1 beginhoek kant 1
Param.ANGLEE1 eindhoek kant 1
Param.CORRECTB1 begincorrectie kant 1
Param.CORRECTE1 eindcorrectie kant 1
Param.SIZEB1 beginmaat kant 1
Param.SIZEE1 eindmaat kant 1
Param.LC2 lengte kant 2
Param.ANGLEB2 beginhoek kant 2
Param.ANGLEE2 eindhoek kant 2
Param.CORRECTB2 begincorrectie kant 2
Param.CORRECTE2 eindcorrectie kant 2
Param.SIZEB2 beginmaat kant 2
Param.SIZEE2 eindmaat kant 2
Param.A bewerkingsparameter A (getal)
Param.B bewerkingsparameter B (getal)
Param.C bewerkingsparameter C (getal)
Param.D bewerkingsparameter D (getal)
Param.E bewerkingsparameter E (getal)
Param.F bewerkingsparameter F (getal)
Param.G bewerkingsparameter G (getal)
Param.H bewerkingsparameterH (getal)
Param.S bewerkingsparameter S (string max. 255)
In de JOPPS.INI sectie [TITANIUM] kunnen de standaard commando teksten voor het manueel uitvoeren en het overslaan van een bewerking gewijzigd worden d.m.v. volgende keywords :
CommandManual=Pezzo già lavorato con raspa
CommandIgnore=No tenonatura
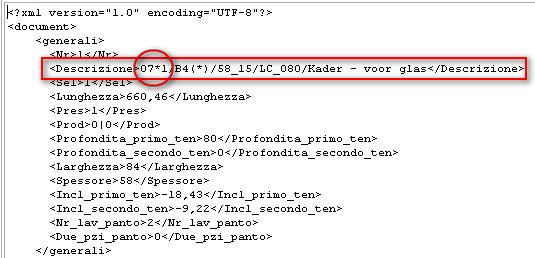
Stuk omschrijving instelbaar (3.22 P1 - 2345)
Stuk omschrijving instelbaar maken, zodat ook de groep referentie kan meegegeven worden. In de JOPPS.INI sectie [TITANIUM] is een extra parameter voorzien om de omschrijving van het stuk zelf samen te stellen :
FieldInfo1= definitie voor stuk omschrijving
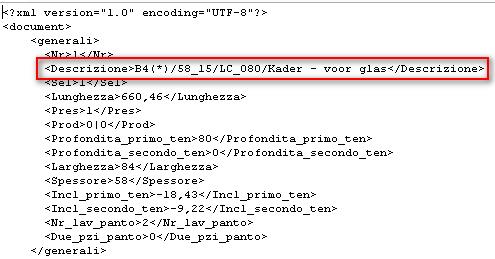
Indien niets gespecifieerd zal de standaard informatie getoond worden :
korte omschrijving van het profiel B4
indicatie of het profiel gedraaid is (*)
reeks code 58_15
profiel code LC_080
profiel naam Kader – voor glas
De volgende parameters kunnen gebruikt worden om de stuk omschrijving zelf samen te stellen:
JOB (Job naam)
CUSTOMER (klant referentie)
CUSTOMERDESC (klant omschrijving)
PROJECT (project naam)
PROJECTDESC (project omschrijving)
ASSEMBLY (groep referentie)
ASSEMBLYDESC (groep omschrijving)
FRAME (raam referentie)
SYSTEM (reeks)
PROFILE (profiel)
PROFILEDESC (profiel naam)
SHORTDESC (korte referentie)
SWAPDESC (omkeren ja/neen)
Indien we de huidige informatie willen laten voorafgaan met de groep/raam referentie zou de ‘FieldInfo1’ er als volgt uitzien :
%ASSEMBLY%*%FRAME%/%SHORTDESC%%SWAPDESC%/%SYSTEM%/%PROFILE%/%PROFILEDESC%'
Met als resultaat: