Rekenen in JoPPS : resultaten
Neem als voorbeeld de berekening van onderstaand raam met afmetingen B x H = 800 x 1000 mm
JOPPS
Berekening
Resultaten
STUK tabel
BEWERK tabel
|
STUK
|
operatie
|
positie
|
|
2
|
TS_ONTWATER_SCHUIN
|
97
|
|
2
|
TS _ONTWATER_SCHUIN
|
400
|
|
2
|
TS _ONTWATER_SCHUIN
|
703
|
|
2
|
TS _ONTWATER_VOOR
|
140,5
|
|
2
|
TS _ONTWATER_VOOR
|
659,5
|
De "resultaten" in JoPPS worden weggeschreven in een database op de harde schijf die telkens up-to-date wordt gebracht als we rekenen. De database bestaat uit verschillende tabellen waaronder de STUK en BEWERK tabel.
Het aansturen van machines
JoPPS maakt onderscheid tussen zaagmachines, bewerkingscentra, hoeklas- en hoekpoetsmachines.
Een machinesturing in JoPPS converteert de informatie uit de STUK en in de BEWERK tabel in een formaat dat door de machine kan gelezen worden. We moeten dus altijd eerst rekenen alvorens JoPPS een productiebestand voor een machine kan aanmaken. Installatie en configuratie van machinesturingen in JoPPS gebeurt d.m.v. het programma MCMAN.
Het aansturen van bewerkingscentra
Voor het aansturen van bewerkingscentra is altijd bijkomende informatie nodig. Per instructie moeten we het aansturingsprogramma (of postprocessor) vertellen hoe elke JoPPS opdracht op de machine moet worden uitgevoerd (bv. d.m.v. een definitie van boorbeelden). Dit is een eenmalig opstartwerk dat bij installatie van de machine moet gebeuren.
Deze configuratie gebeurt d.m.v. het programma MCMAN.
Beperkingen bij het aansturen van bewerkingscentra
- De keuze en optimalisatie van gereedschappen is de taak van de machine (controller)
- Het plaatsen en controleren van de profielinklemming is de taak van de machine (clamping)
- Macro aansturingen, geen NC-codes!
Het opzetten van een aansturing voor een bewerkingscenter gebeurt in 2 fasen:
- Het coderen van de logicaregels in JoPPS (ook wel het toekennen van de bewerkingslogica).
- Het configureren van de sturing zelf (postprocessor) d.m.v. MCMAN.
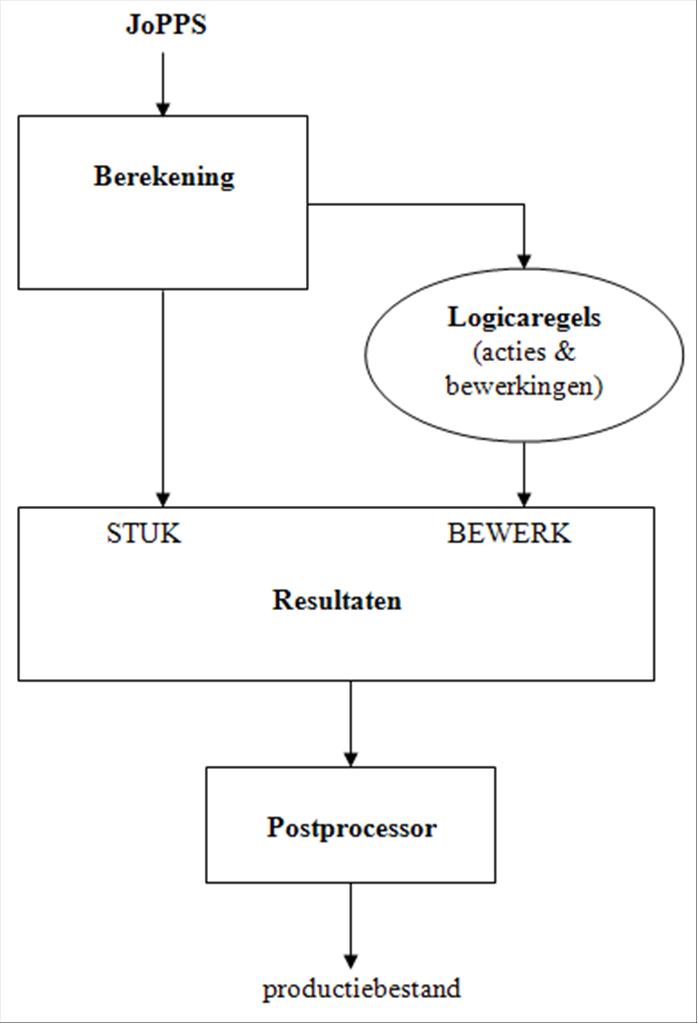
Logicaregels
Logicaregels zijn kleine JoPPS-Script programma's die bewerkingen op profielen kunnen positioneren. JoPPS-Script is een eenvoudige programmeertaal die binnen JoPPS gebruikt wordt voor het automatiseren van uiteenlopende taken en dus ook voor het aansturen van bewerkingscentra.
Meer informatie omtrent JoPPS-Script zelf vind u hier: JoPPS Script
Meestal wordt een bewerking (of macro) enkel in de lengterichting van een profiel opgegeven (X-as). Aan de hand van de macro instructie zelf heeft de machine (of de postprocessor) dan voldoende informatie om de bewerking correct te positioneren. (keuze van de zijde van het profiel, Y en Z as)
De logicaregels worden ingegeven als JoPPS acties in de JoPPS Actie tabel.
Open het Actie dialoogvenster via het Gegevens menu in JoPPS. Deze acties kunnen in JoPPS aan een raam gekoppeld worden op 3 verschillende manieren:
- de acties kunnen rechtstreeks aan het raammodel "hangen": d.m.v. de JoPPS editor we kunnen acties toekennen aan elke onderdeel van de raamopbouw kaderelementen, kaderopeningen, vleugelelementen, vleugelopeningen, etc.)
- door acties te associëren met basisgegevens: we kunnen acties laten meegaan met profielen, vullingen, afwerkingen, enz..Koppelen we dus bv. een actie aan een bepaald stukje beslag dan zal deze actie uitgevoerd worden enkel wanneer dit stukje beslag gerekend wordt.
- via menu/bewerken instellingen: we kunnen acties laten meegaan met openingen kader, vleugel of beide), een deel, enz. Koppelen we bvb. een actie aan alle vleugelopeningen, dan zal deze actie uitgevoerd worden telkenmale de berekening komt op het niveau van de vleugel opening.
|
Opmerking
Acties die dienen om machines aan te sturen zijn steeds van het soort 'Beslissingsregel'. Zie bij Acties.
|
Voorbeeld van 3 manieren om bv. een ontwateringsregel te koppelen aan een raam: actie TS_ONTWATER, een ontwateringsregel die rechtstreeks aan de kaderopening "hangt".
Via de basisgegevens (het glas)
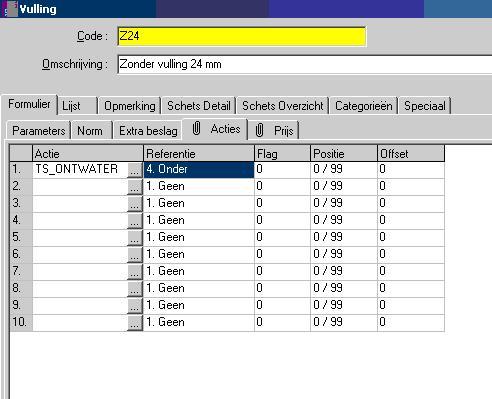
Dezelfde actie TS_ONTWATER maar nu gekoppeld aan de glasplaat. De tweede methode heeft het onbetwistbare voordeel dat bij een vrije raamopbouw de JoPPS operator niets hoeft te doen.
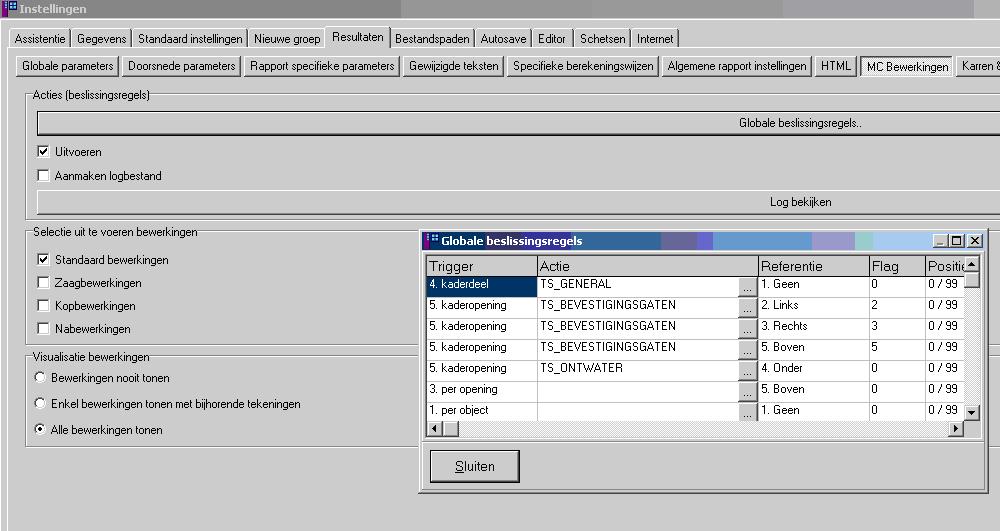
De actie TS_ONTWATER maar nu gekoppeld aan de kader openingen
De derde methode heeft het onbetwistbare voordeel dat bij een vrije raamopbouw de JoPPS operator niets hoeft te doen en dat de persoon die de databases invult minder moet rekening houden met de machinesturing.
Acties
Alle bewerkingslogica voor het aansturen van bewerkingscentra zit dus vervat in 3 soorten acties: gebeurtenissen, foutsituaties en beslissingsregels.
|
gebeurtenissen
|
Worden uitgevoerd op een vooraf bepaald moment, bv. bij het begin van de berekening of bij het maken van een nieuw project in JoPPS. Gebeurtenissen kunnen gebruikt worden om dingen te automatiseren of om bepaalde controles uit te voeren.
|
|
foutsituaties
|
Worden uitgevoerd als zich een bepaalde foutsituatie voordoet. Kunnen bv. gebruikt worden om bepaalde fouten of waarschuwingen tijdens de berekening te negeren.
|
|
beslissingsregels
|
Worden uitgevoerd bij de berekening van een project en hebben tot doel de verschillende profielen te "bewerken".
|
Voor het aansturen van machines hebben we dus in principe enkel beslissingsregels nodig. Een actie bevat de broncode voor een JoPPS-Script routine.
Door middel van de optie 'Uitvoering manueel starten' kunnen we JoPPS verplichten de actie stap voor stap uit te voeren in de JoPPS-Script macro editor. Dit laat toe de werking van de actie te controleren. De opties slachtoffer (victim), buur (neighbour) en referentie (reference) bespreken we later.
Voorbeeld van de actie TS_T_VERBIND voor het maken van een mechanische T-verbinding.
C_PositieReferentie := 62;
Mop := 'TS_T_VERBIND';
if Action.ReferenceSide=1 then
Machine.Do(Action.Reference,Mop,POS_BEGIN,C_PositieReferentie,0);
else
Machine.Do(Action.Reference,Mop,POS_END,C_PositieReferentie,0);
Machine.Do(Action.Victim,Mop,POS_OFFSET,Action.VictimPos1,0);
De actie kan d.m.v. een speciale instructie profielen bewerken: de Machine.Do instructie.
De Machine.Do instructie
Machine.Do(profielobject, bewerkingscode, positioneringsmethode, positie, offset, a, b, c, d, e, f, g, h, s)
De belangrijkste parameters bepalen:
- het profiel waarop de bewerking moet gebeuren
- welke bewerking we willen uitvoeren
- waar deze bewerking moet komen
Argumenten:
|
profielobject
|
Het profiel (kader- of vleugelelement object) waarop de bewerking moet gebeuren.
|
|
bewerkingscode
|
De bewerkingscode van de uit te voeren bewerking. Een record met deze code moet bestaan in de bewerkingstabel van JoPPS!
|
|
positioneringsmethode
|
De nulpunt referentie voor de opgegeven positie van de bewerking. Voorgedefiniëerde waarden zijn:
POS_BEGIN : t.o.v. het fysische begin van het profiel
POS_END : t.o.v. het fysische einde van het profiel
POS_OFFSET : positionering t.o.v. de definitie van het profiel in het raammodel
|
|
positie
|
Positie in mm rekening volgens de opgegeven positioneringsmethode.
|
|
offset
|
Extra correctie offset t.o.v. de positie.
|
|
optionele parameters a .. h
|
Optionele extra parameters die we hier aan de sturing (postprocessor) kunnen doorgeven., dit zijn numerieke waarden
|
|
optionele parameter s
|
Optionele extra parameters die we hier aan de sturing (postprocessor) kunnen doorgeven., dit is een string van max. 255 karakters
|
In MCMAN kunnen deze aangeroepen worden via variabele Param.A, Param.B, ....
|
Opmerking
Bij de meeste machinesturingen kan men Param.S niet doorgeven. Is enkel beschikbaar voor gebruik in rapportering.
Bij de sturingen WEINIG CONTUREX en BJM FTB100P kan Param.S worden doorgegeven.
|
Bewerkingen
De bewerkingstabel in de JoPPS database bevat een lijst van alle bewerkingen die we kunnen aanroepen. Elke bewerking die we via de Machine.Do instructie in een actie aanroepen moet bestaan in de bewerkingstabel.
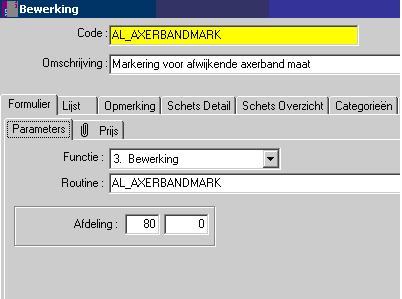
Open het Bewerking dialoogvenster via het Gegevens menu in JoPPS. De bewerkingstabel zorgt voor de vertaling tussen de JoPPS bewerkingscodes en de codes (routines) gebruikt door de machinesturing(en).
De bewerkingstabel definieert voor elke bewerking:
- het type bewerking (functie)
- afdeling informatie
- prijs informatie m.b.t. tot de prijsberekening in JoPPS
- een grafische voorstelling van de bewerking ter visualisatie in de editor of op schetsen in de rapportering
Type bewerkingen:
|
fictieve bewerkingen
|
Fictieve bewerkingen worden niet uitgevoerd |
| virtuele bewerkingen |
Virtuele bewerkingen worden meestal gebruikt om bv. informatie naar etiketten te sturen en niet om machines aan te sturen. |
| 'gewone' bewerkingen |
Het betreft hier gewone bewerkingen |
| zaagbewerkingen |
Het betreft hier om zaagbewerkingen |
| kopbewerkingen |
Het betreft hier om kopbewerkingen |
| nabewerkingen |
Het betreft hier om 'gewone' bewerkingen die moeten uitgevoerd worden na de kopbewerkingen |
Bewerkingen worden door de postprocessor gesorteerd volgens bewerkingstype en naar de machine gestuurd.
Het jopps.ini bestand
In het Jopps.ini bestand wordt voor iedere machine een sectie aangemaakt. Hierin kunnen voor alle machines overrulende parameters ingevuld worden:
voor alle machines:
-
FileExtension = alternatieve extensie voor de bestandsnaam
-
MachineKind=1,
-
Supplier = naam van de profielleverancier, overschrijft de standaard leverancierscode uit profiel.product
-
FeedDirection = richting waarin profielen door de machine gaan:
-
0 = links naar rechts
-
1 = rechts naar links
-
Corrections = Al dan niet conflicterende situaties uitschakelen:
-
0 = niet uitschakelen
-
1 = wel uitschakelen
SBA485:
TSMC:
-
SortOrder = Sorteer volgorde van de profielen:
-
BarCodeAlways = barcode altijd genereren of alleen indien bewerkingen op stuk:
-
genereren van extra lijnen met informatie:
JobInfo1 = regel 1 extra informatie JOB
JobInfo2 = regel 2 extra informatie JOB
JobInfo3 = regel 3 extra informatie JOB
JobInfo4 = regel 4 extra informatie JOB
BarInfo1 = regel 1 extra informatie BAR
BarInfo2 = regel 2 extra informatie BAR
BarInfo3 = regel 3 extra informatie BAR
BarInfo4 = regel 4 extra informatie BAR
CutInfo1 = regel 1 extra informatie CUT
CutInfo2 = regel 2 extra informatie CUT
CutInfo3 = regel 3 extra informatie CUT
CutInfo4 = regel 4 extra informatie CUT
beschikbare parameters voor JOB informatie (parameters moeten tussen %% staan):
JOB = job referentie
RUNTAG = runtag hexadecimaal
RUNTAGDEC = runtag decimaal
FEED = doorvoerrichting op machine
beschikbare parameters voor BAR informatie zijn zijn (parameters moeten tussen %% staan):
SYSTEM = reeks
PROFILE = profiel
PRODUCT = profiel produkt
PROFILEDESC = profiel omschrijving
FINISH = uitvoering
FINISHDESC = uitvoering omschrijving
LENGTH = profiel lengte
THICKNESS = profiel dikte
WIDTH = profiel breedte
SUPPLIER = profiel leverancier
BATCH = batch referentie
De positie en/of orientatie van een profiel in een raam kan gespecifieerd worden d.m.v. symbolen welke eveneens aanpasbaar:
PosSymbols = *,H,V,ON,BO,LI,RE (dit is de standaard)
* profiel schuin georienteerd
H profiel horizontaal georienteerd
V = profiel vertikaal georienteerd
ON = profiel onderaan gepositioneerd
BO = profiel bovenaan gepositioneerd
LI = profiel rechts gepositioneerd
RE = profiel rechts gepositio
beschikbare parameters voor CUT informatie zijn zijn (parameters moeten tussen %% staan):
PROFILENO (profielnummer)
FRAMENO (kadernummer)
POSITION (positie raam)
ORIENTATION (positie profiel)
CARRIER (kar referentie)
CABIN (vak referentie)
aanvullende informatie voor koppeling met Uni_Link
UNILINKPath = installatie folder UNILINK (default C:\UNI_LINK)
UNILINKInit = configuratie bestand (default JOPPS.CFG) (bevindt zich in de Uni_Link folder)
UNILINKTask = uit te voeren actie
0 = importeren output bestand sturing JoPPS in UNILINK
1 = exporteren UNILINK formaat voor bewerkingscenter
2 = exporteren UNILINK formaat voor zaagmachine
UNILINKHide = controle geimporteerd bestand met UNILINK software (gebruiker moet dan manueel formaat genereren met UNILINK)
De gebruiker moet momenteel zelf in het zoekpad van zijn PC de installatie folder van UNILINK toevoegen zodat JoPPS gebruik kan maken van de UNILINK bibliotheken. Dit kan U via het controlepaneel System – Advanced – Environment variables – System –variables – Path.