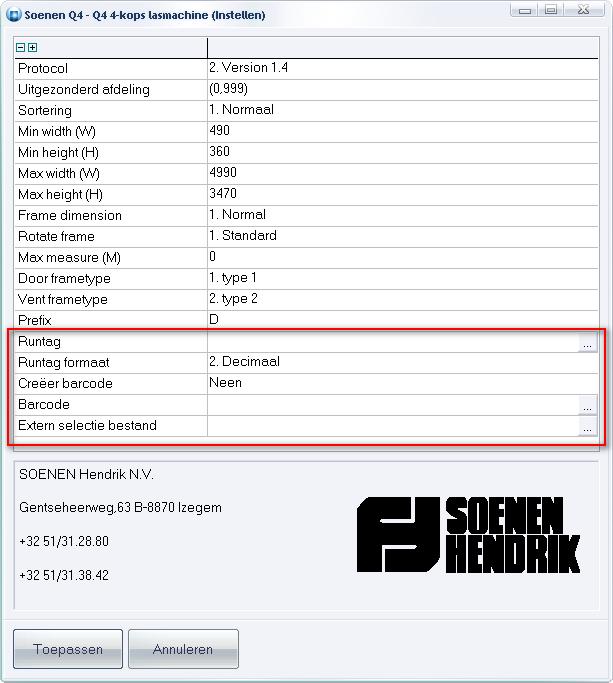
Bij het opstarten van de Q4 machine in JoPPS, verschijnt onderstaande dialoog scherm met de volgende invulvelden:
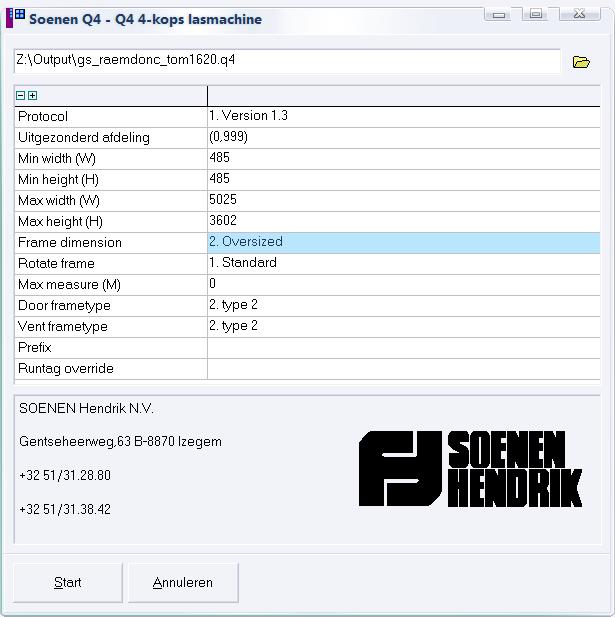
- Door frametype: is de aard van de deur:
- Type 1 is met de open zijde naar links of rechts
- Type 2 is met de open zijde naar onder
Een deur wordt herkend aan het feit dat profiel links of rechts verschillend is van onderaan en het een fictief profiel is onderaan, nl indien afdeling gelijk is aan 0 of 999 of een profiel met functie geen in profiel.parameters
- Vent frametype: is de aard van de vleugel, indien de profielen niet alle vier identiek zijn (bv. Franse makelaar)
- Type 1 is met het afwijkend profiel naar links of rechts
- Type 2 is met het afwijkend profiel naar onder
- Prefix:
- Leverancierscode, dient om profiel te herkennen op de las machine
- Runtag override:
- Laat gebruiker toe om de Tag-code aan te passen indien gewenst, de Tag-code is de referentie van het project voor de machine sturingen
JoPPS 2.72 P3:
- Breedte en hoogte wordt omgewisseld indien de te lassen kader breder of hoger is dan de maximum toegelaten specifieke maat.
- Correctiewaarden laskalibers worden vanaf nu opgesplitst voor breedte (= penlengte) en hoogte (= pendiepte)
JoPPS 2.80 P3:
- Aanpassing mbt correcties t.g.v. laskalibers
Kleur- en dichtingsinformatie meegegeven aan formaat
Het Q4 formùaat heeft een veld waarin profielfunctie kan gedefinieerd worden:
Tttttttttffff
T : codeteken
tttttttt : profielreferentie (8 karakters)
ffff : profielfunctie (nu = 0000)
het eerste teken is normaal voorzien voor de kleurinformatie
0 = geen folie
1 = folie boven
2 = folie onder
3 = folie boven en onder
het tweede teken is normaal voorzien voor de dichtinginformatie
0 = zonder
1 = binnen
2 = buiten
Vermits Q4 query werkt op PART tabel kunnen we enkel de kleurinformatie gebruiken die op kaderdeel of vleugeldeel gedefinieerd is. Aan de hand van deze kleurinformatie kan dan in het opmerking veld van de kleur in basisgegevens de parameter Q4_COLOUR=0...3 en de parameter Q4_GASKET=0..2 gedefinieeerd worden. Deze worden dan doorgezet naar het Q4 formaat.
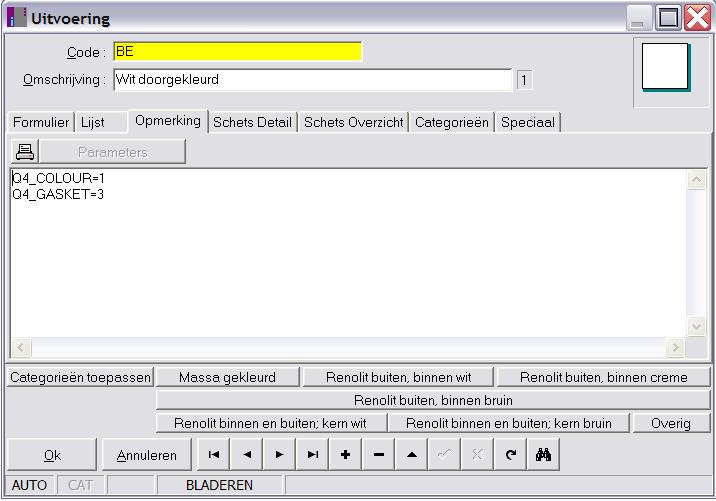
Beperking van dit systeem is dat de kleur die op kaderdeel/vleugeldeel één op één gebruikt wordt op te zoeken in de uitvoeringtabel van basis-gegevens (geen doorschuifsysteem mogelijk).
Aangepaste regels voor het draaien van de kaders (versie 2.80p5)
Voor het roteren van de kaders op de lasmachine zijn 2 extra instellingen voorzien, namelijk: roteren van kader en maximum afmetingen roteren toegelaten.
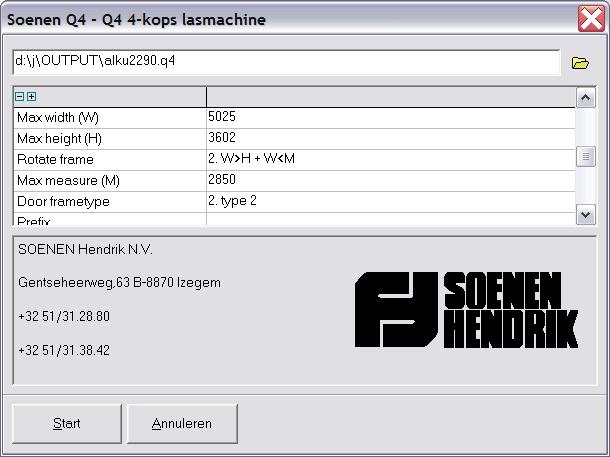
1. Standaard (=compatibiliteit met vroeger)
2. Roteer indien breedte groter dan hoogte en breedte kleiner dan max. afmeting indien niet 0
3. Roteer indien hoogte groter dan breedte en hoogte kleiner dan max. afmeting indien niet 0
Extra instellingen voor het draaien van de kaders op de machine
Formaat Q4 heeft een veld waarin profielfunctie kan gedefinieerd worden:
Tttttttttffff
T : codeteken
tttttttt : profielreferentie (8 karakters)
ffff : profielfunctie (nu = 0000)
het eerste teken is reeds voorzien voor de kleurinformatie
het tweede teken is reeds voorzien voor de dichtinginformatie
het derde teken gebruiken we voor de extra profielinformatie
Deze informatie wordt ingegeven in PROFIEL PARAMETERS in de tab ‘Geometrie’ bij ‘Extra parameters’: bij parameter W1 kan de gewenste informatie ingebracht worden, nl. 0, 1, 2 of 3
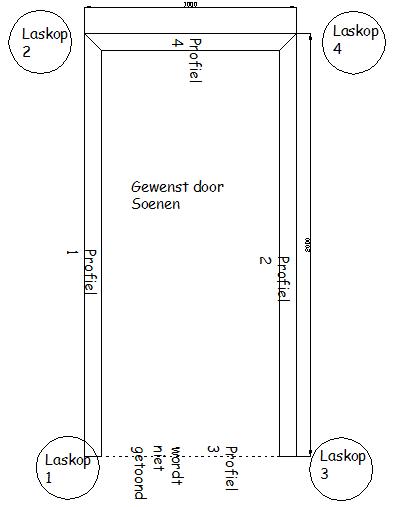
Rotatie kader Franse makelaar Q4
Bij een deur zit geen profiel aan de onderkant: afhankelijk van het gekozen kadertype (1/2) kan de deur ‘gedraaid’/‘normaal’ opgelegd worden. Voor een vleugelkader met Franse makelaar zit het speciale profiel links/rechts, zodat in functie van het kadertype (1/2) de vleugelkader al dan niet in een bepaalde richting dient gedraaid te worden opdat het speciale profiel op de juiste positie ligt.
Hiervoor is een extra instelling voorzien om het kadertype voor speciale kaders te kunnen specifiëren:
Positionering kader/vleugel type 1:
-----------+ +------------
| |
| |
-----------+ +------------
Positionering kader/vleugel type 2:
+-------+
| |
| |
| |
| |
| |
| |
| |
| |
Verder worden alle andere regels voor het roteren van een kader genegeerd indien we een ‘speciaal’ type kader hebben, bv. deur of vleugel met franse makelaar, t.t.z. één profiel verschillend t.o.v. de anderen in de kader!
Filter op kaders lasmachine
Momenteel worden alle rechthoekige kaders aangeboden aan de sturing ook effectief behandeld en doorgestuurd naar de lasmachine. Sommige kaders mogen niet aangeboden worden omdat ze niet worden gelast op de machine, bijvoorbeeld wisselkaders.
Kaders hebben momenteel geen type-, afdeling- of volgnummer in JoPPS zoals profielen, vullingen, etc. dat wel hebben in de basisgegevens. Daarom een afdeling en volgnummer toegevoegd aan kader- en vleugeldeel niveau in het JP formaat zelf.
Op kaderdeel niveau zijn deze parameters bij de ‘Kaderdeel’ eigenschappen geplaatst:
Op vleugeldeel niveau zijn deze parameters bij de ‘Vleugeldeel’ eigenschappen geplaatst:
Deze extra parameters zijn voorzien in volgende Editor functies:
Kaderdeel wijzigen
Model bewaren
Bibliotheekmodel opladen in één opening
Bibliotheekmodel opladen in meerdere openingen
Extra kaderdeel verwijderen uit samengestelde groep
Enkelvoudige vleugel aanmaken
Vleugelmodel en vleugelgegevens wijzigen
Vleugeldeelinformatie wijzigen
Vleugeldeel toevoegen
Vleugeldeel verwijderen
Vleugeldeel verplaatsen
Draaizin afhankelijk beslag wijzigen
In de lasmachine interface werd ook een extra instelling voorzien ‘Uitgezonderd afdelingen’ analoog aan de zaagsturingen. Dit is voorzien alle lasmachine sturingen: Q4 (SOENEN), MSE2K2 (HOLLINGER) en AKS1600 (URBAN).
Profielverlenging Q4
Standaard wordt de breedte en de hoogte van het te lassen kader naar de lasmachine gestuurd. Indien bij een deurkader een lengte correctie opgegeven wordt in de editor, heeft men voortaan de keuze om de afmetingen van het kader met deze lengte corrrecties door te sturen.
Via de extra instelling ‘Frame dimensions’ kan men aangeven om profielcorrecties van de kader profielen door te rekenen in de afmetingen van de kader:
1. Normal (niet in rekening brengen = standaard)
2. Oversized (wel in rekening brengen)
Barcode lasmachine SOENEN Q4 instelbaar maken via script (3.22 P3 - 2358)
Extra instellingen voorzien in de Q4 lasmachine zijn o.a.:
- gebruik van externe query
- formaat runtag instelbaar
- barcode zelf samen te stellen
Parameters beschikbaar in script zijn :
Param.Value['FRAMECNT'] doorlopende nummering kaders
Param.Value['BARCODE' ] barcode string
Param.Value['_RUNTAG' ] runtag string (i.f.v. formaatkeuze)
Extra partameters om barcode SOENEN Q4 in te stellen via script
Extra parameters voorzien om ook profiel nummering in barcode te kunnen verwerken. Standaard 1=links, 2=rechts, 3=onder en 4=boven:
FRAMECNT (doorlopende nummering kaders)
PIECECNT1 (doorlopende nummering profiel 1)
BATCHCNT1 (volgnummer profiel 1)
BATCHREF1 (volgnummer kader profiel 1)
PIECECNT2 (doorlopende nummering profiel 2)
BATCHCNT2 (volgnummer profiel 2)
BATCHREF2 (volgnummer kader profiel 2)
PIECECNT3 (doorlopende nummering profiel 3)
BATCHCNT3 (volgnummer profiel 3)
BATCHREF3 (volgnummer kader profiel 3)
PIECECNT4 (doorlopende nummering profiel 4)
BATCHCNT4 (volgnummer profiel 4)
BATCHREF4 (volgnummer kader profiel 4)
BARCODE (barcode string)
_RUNTAG (runtag string i.f.v. formaatkeuze)
Het script om de barcode bestaande uit de runtag, profielnummer links en kadernummer, samen te stellen zou er dan als volgt kunnen uitzien:
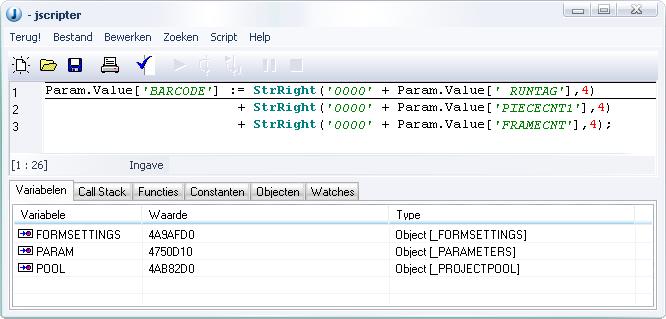
Param.Value['BARCODE'] := StrRight('0000' + Param.Value['_RUNTAG'],4) + StrRight('0000' + Param.Value['BATCHREF1'],4) + StrRight('0000' + Param.Value['BATCHCNT1'],4);
Kleur informatie lasmachine SOENEN Q4 (3.33 - 3005)
Mogelijkheid voorzien om de kleur informatie aan te passen in functie van de profiel code
Het is mogelijk dat een bepaald profiel omgekeerd gebruikt wordt, zodat bovenzijde/onderzijde, binnenkant/buitenkant omgewisseld zijn. Dit is op te geven d.m.v. de parameter Q4_ROTATE in de tabel PROFIEL PARAMETERS in de basisgegevens:
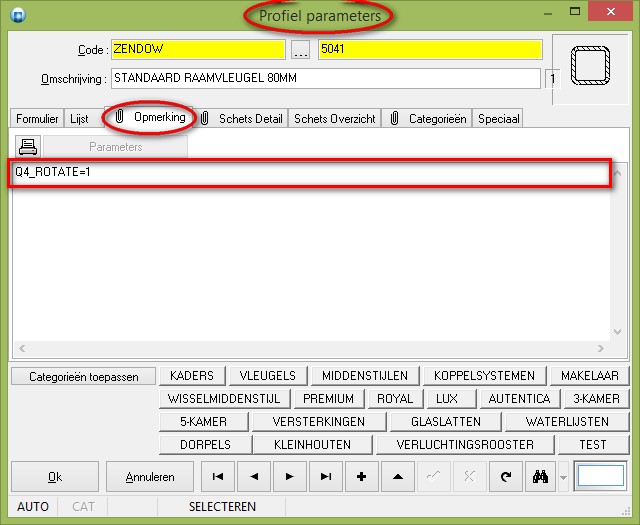
0 = profiel normaal gebruikt
1 = profiel omgekeerd gebruikt
Indien het profiel omgekeerd gebruikt wordt zal de kleurinformatie als volgt aangepast worden :
0 = geen folie blijft waarde 0
1 = folie boven wordt waarde 2
2 = folie onder wordt waarde 1
3 = folie boven en onder blijft waarde 3
Indien het profiel omgekeerd gebruikt wordt zal de dichtinginformatie als volgt aangepast worden :
0 = zonder blijft waarde 0
1 = binnen wordt waarde 2
2 = buiten wordt waarde 1
Montage informatie lasmachine SOENEN Q4 (3.33 P2 - 3027)
Het protocol voor de lasmachine SOENEN Q4 werd uitgebreid met montage informatie voor positioneren beslag en knippen van sluitstangen.
Volgende parameters werden toegevoegd aan de instellingen/uitvoeren dialoog voor de configuratie van de noodzakelijke bewerkingen voor monteren beslag:
Protcol Version 2.1 (mogelijkheid KS lijnen) - beschikbaar vanaf JoPPS 3.34 P3
Monteren (filter bewerkingen monteren)
Correctie 1 kant (filter knippen 1 kant)
Correctie 2 kanten (filter knippen 2 kanten)
Lengte correctie (lengte onderdeel individueel behandelen of optellen bij voorgaande onderdelen voor lengte te bepalen) - beschikbaar vanaf JoPPS 3.34 P5
Het gekoppelde onderdeel (=beslag product) en de effectieve bewerkingscode met eventuele optionele bewerkingsparameters worden opgegeven in het “Routine” veld van de desbetreffende bewerking:
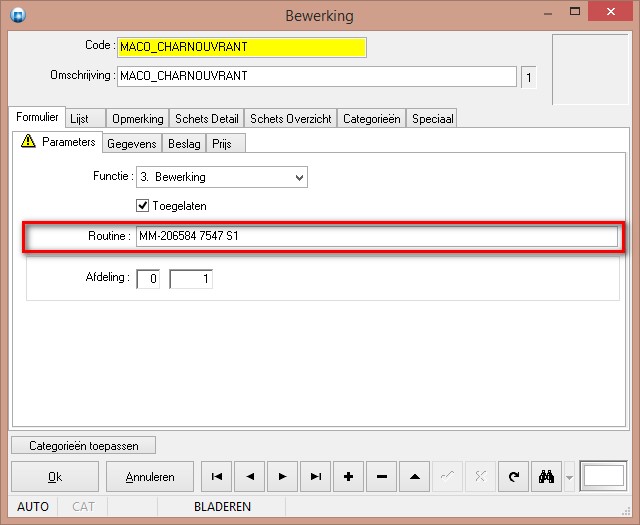
De eerste groep karakters wordt gebruikt om het onderdeel aan te duiden, daarna volgt een spatie en 4 karakters om de bewerkingscode aan te duiden.
Een laatste blok informatie geeft de eventuele bewerkingsparameters opnieuw voorafgegaan door een spatie. Er kunnen dus maximum 3 gegevens blokken opgegeven worden waar van de laatste optioneel is, ze worden gescheiden door het ‘spatie’ karakter.
Mogelijke bewerkingsparameters zijn :
Ss parameter set
Daaaaa diameter gat
Lbbbbb lengte sleuf
Bccccc breedte sleuf
Pddddd offset (d = [0,+;-])
Beschikbaar vanaf JoPPS 3.34 P5
Met de extra parameter ‘Lengte correctie’ kan de gebruiker instellen hoe moet beslist worden, wanneer en hoeveel er moet geknipt worden.
De instelling ‘Individueel’ zal de lengte berekening van de sluitlatten toepassen zoals deze ook voor onderstaande sturingen is uitgewerkt:
- Reiplinger C110 (2810 Protocol REIPLINGER C110)
- Ruba CNC Slider (2486 Protocol Ruba CNC Slider)
De instelling ‘Cumulatief’ heeft een andere aanpak, namelijk: hier wordt de lengte totale lengte bepaald aan de hand van de verschillende onderdelen nodig voor de desbetreffende zijde. Indien deze totale lengte groter is dan de benodigde dan zal de originele lengte van het eerste onderdeel waarvan in ‘Beslag product’ de functie ‘Profiel’ is geactiveerd gecorrigeerd worden tot de gewenste lengte.
Voor deze werkwijze mogen de ‘Offset’ waarden in de tab ‘Beslag’ van ‘Beslagset’ niet worden ingevuld, daar de offset wordt bepaald door de lengte van de voorgaande onderdelen:
Instelling om de volgorde van de te monteren onderdelen te manipuleren (3.35 P4)
Met de extra instelling ‘Volgorde’ kan men de volgorde van de te monteren onderdelen bepalen.
Deze sortering kan nu ook gebeuren door één van de bewerking parameters A, B, C, D, E, F, G of H op te geven. Indien geen parameter opgegeven is wordt met het volgnummer van de desbetreffende bewerking gewerkt in combinatie met de bewerking positie zelf.