Algemene instellingen lasmachine Rotox SMK 504
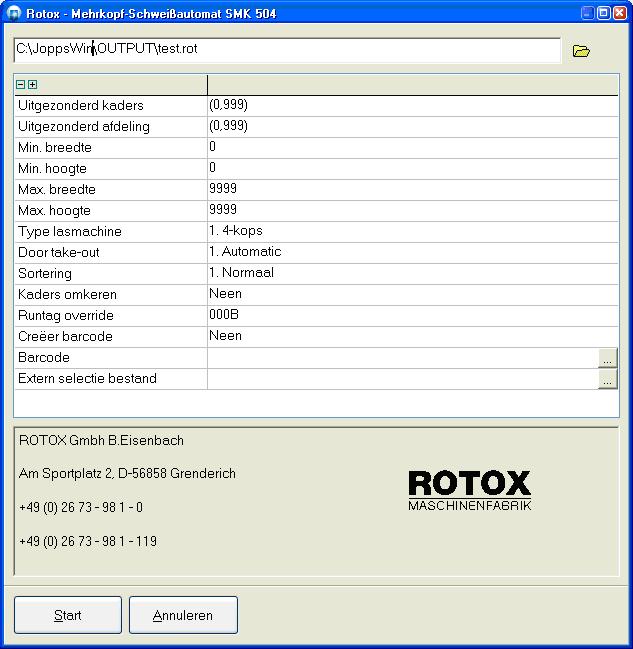
- Uitgezonderd kaders: kaders welke niet op de machine dienen verwerkt te worden
- Uitgezonderd afdeling: T-Stijlen welke niet op de machine dienen verwerkt dienen te worden.
- Min. breedte: min. breedte toegelaten op de machine
- Min. hoogte: min. hoogte toegelaten op de machine
- Max. breedte: max. breedte toegelaten op de machine
- Max hoogte: max. hoogte toegelaten op de machine
- Type lasmachine: 4, 6 of 8 kops machine.
- Door take-out: Manueel of automatisch.
- Sortering van de kaders (normaal, kaders/vleugels, vleugels/kaders)
- Kaders omkeren: Mogelijkheid om aan te geven dat kaders omgekeerd op de machine worden gelegd dan ze zijn ingegeven in het project. Bv. project is ingegeven in binnenzicht maar kaders worden in buitenzicht op lasmachine gelegd, dan kan de gebruiker de instelling ‘Kaders omkeren’ op ‘Ja’ zetten. Als de kader uit 4 identieke profielen bestaat maakt dit weinig uit maar indien linkse en rechtse profiel verschillend zijn moeten deze wel omgewisseld worden indien de kader omgekeerd op de machine wordt gelegd.
- Runtag Override: default runtag (hexadecimaal) kan overschreven worden
- Creëer barcode: barcode toevoegen aan bestandsformaat
- Barcode: mogelijkheid om met script barcode zelf samen te stellen
- Extern selectie bestand: eigen selectie bestand i.p.v. standaard interne query
Barcode
De barcode kan d.m.v. een script samengesteld worden, standaard is deze samangesteld uit de runtag decimaal (5 cijfers) + volgnummer kaders (5 cijfers). Deze barcode kan men laten overeenstemmen met de barcode gegenereerd op de etiket rapporten van JoPPS.
FRAMECNT (kader nummer)
_RUNTAG (runtag override)
_RUNTAGD (runtag decimaal)
BARCODE (barcode)
BATCHCNT1 (volgnummer profiel 1, standaard = links)
BATCHREF1 (volgnummer kader profiel 1)
BATCHCNT2 (volgnummer profiel 2, standaard = rechts)
BATCHREF2 (volgnummer kader profiel 2)
BATCHCNT3 (volgnummer profiel 3, standaard = onder)
BATCHREF3 (volgnummer kader profiel 3)
BATCHCNT4 (volgnummer profiel 4, standaard = boven)
BATCHREF4 (volgnummer kader profiel 4)
ELEMENTID (element identificatie, standaard barcode)
Opmerking: De inhoud van het veld %RD kan nu ingesteld worden d.m.v. ELEMENTID in scripting. Is initieel de standaard barcode (runtag decimaal 5 cijfers + volgnummer kaders 5 cijfers)
Extra parameters
Soms moeten er extra paramaters ingevuld worden die afhankelijk zijn per gebruikt profiel. Deze parameters kan men invullen in de basisgegevens bij de desbetreffende profielen.
| Parameter |
Tabel |
Mogelijke waarden |
|
Dichtingsinformatie:
SMK504_GASKET
|
Uitvoering en/of Profiel Product
|
0 = profiel zonder dichting
1 = profiel met dichting
|
|
Voor de Farbcode (%FC):
SMK504_NORMAL
SMK504_REVERT
|
Uitvoering |
0 = standaard
1 = folie beide zijden
2 = folie buitenzijde
3 = folie binnenzijde
4 = lak buitenzijde
5 = lak binnenzijde
6 = lak beide zijden
|
|
Voor ‘Sichtflächenoption’ (%MO en %MU):
SMK504_UPPER
SMK504_LOWER
|
Uitvoering |
0 = automatisch
1 = nuten?
2 = bündig?
3 = lak
|
|
Voor omgekeerd gebruik van het profiel:
SMK504_SWAP
|
Profiel Product |
0 = profiel normaal gebruikt
1 = profiel omgekeerd gebruikt
|
Barcode ROTOX SMK 504 (3.00 P3 / 3.11 P3)
Extra parameters voorzien om barcode af te stemmen op SBZ6XX via scripting voor ROTOX SMK 504 lasmachine. De gebruiker heeft de mogelijkheid om zelf een barcode samen te stellen d.m.v. een script.
Parameters:
BATCH (batch nummer)
JOB (project nummer)
ASSEMBLY (project raam nummer)
FRAMEID (kader nummer binnen batch)
VENTID (vleugel nummer binnen kader)
FRAMENO (kader of vleugel batchnummer)
PROFILE1 (nummer binnen kader profiel 1, standaard links)
PROFILE2 (nummer binnen kader profiel 2, standaard rechts)
PROFILE3 (nummer binnen kader profiel 3, standaard onder)
PROFILE4 (nummer binnen kader profiel 4, standaard boven)
De barcode welke op de etiketten dient afgedrukt te worden bestaat uit volgende informatie:
eerste 6 cijfers project nummer
cijfers 7 tot 9 project raam nummer
cijfers 10 en 11 kader of vleugel nummer
cijfers 12 en 13 profiel nummer in kader
Een voorbeeld script om dit te verwezenlijken ziet er als volgt uit :
Param.Value['BARCODE'] := StrRight('000000' + Param.Value['JOB'], 6)
+ StrRight('000' + Param.Value['ASSEMBLY'], 3)
+ StrRight('00' + Param.Value['VENTID'], 2)
+ StrRight('00' + Param.Value['PROFILE1'], 2);
Extra parameters om barcode af te stemmen op ZSA263 via scripting (3.23 P2 - 2406)
De gebruiker heeft de mogelijkheid om zelf een barcode samen te stellen d.m.v. een script. Er zijn extra parameters voorzien om het globale profielnummer op te vragen van elk profiel in een kader :
- PIECECNT1 globaal nummer profiel 1 (standaard links)
- PIECECNT2 globaal nummer profiel 2 (standaard rechts)
- PIECECNT3 globaal nummer profiel 3 (standaard onder)
- PIECECNT4 globaal nummer profiel 4 (standaard boven)
Een voorbeeld script om dit te verwezenlijken ziet er als volgt uit :
Param.Value['BARCODE'] := StrRight('000000' + Param.Value[‘_RUNTAGD'], 6)
+ StrRight('0000' + Param.Value['PIECECNT1'],4);
Contralas info SMK504 (3.21 P2 - 2214)
Informatie contralas verbinding beschikbaar maken in formaat, d.m.v. symbool voor/achter produkt code te plaatsen.
De ‘houtlook’ verbinding ziet er langs buiten uit als een houten kozijn t.t.z. verbinding ‘doorlopen/stoppen’ terwijl het langs binnnen om een ‘verstek’ verbinding gaat. Daarom is het noodzakelijk om lasmachine/hoekpoetser op de hoogte te brengen van dit soort verbinding om de gepaste actie(s) te ondernemen.

De gebruiker kan een symbool kiezen om toe tevoegen aan de product identificatie om weer te geven dat het om dit type verbinding gaat. De standaard plaats (=achter product code) van dit symbool kan aangepast worden in de desbetreffende sectie [SMK504] van de sturing in het bestand JOPPS.INI :
- SignPosition=0 symbool voor product code plaatsen
- SignPosition=1 symbool achter product code plaatsen
Kaders draaien ROTOX SMK504 (3.21)
Voor kaders en vleugels kan men een afdeling en volgnummer opgegeven:
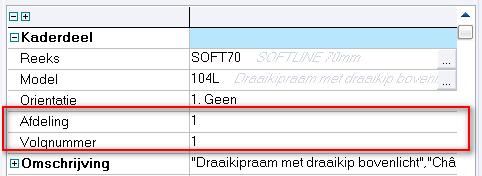
Het volgnummer kan dan gebruikt worden om bij de filter ‘Kaders draaien met volgnummer’ aan te duiden welke kaders dienen geroteerd (t.o.v. de originele definitie in JoPPS) in elkaar gelast te worden. Indien t.g.v. van de opgelegde rotatie de kader niet meer kan verwerkt worden op de lasmachine wegens dimensie beperkingen dan wordt de kader toch niet geroteerd :
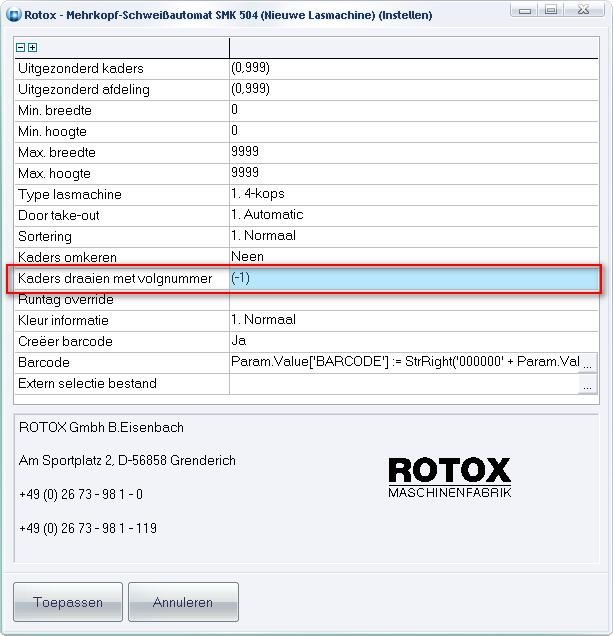
Standaard staat de filter op volgnummer ‘-1’ wat betekent geen enkele kader draaien.
Kleurinformatie SMK504 Rotox (3.11)
Instelling om kleurinformatie kader/profiel ook te vermelden in het formaat achter het profielnummer zelf (%SA,%SB,...) en niet alleen in het daarvoor voorzien veld %FC.
In de setup/start dialoog van de zaagsturing is een extra parameter ‘Kleur informatie’ voorzien :
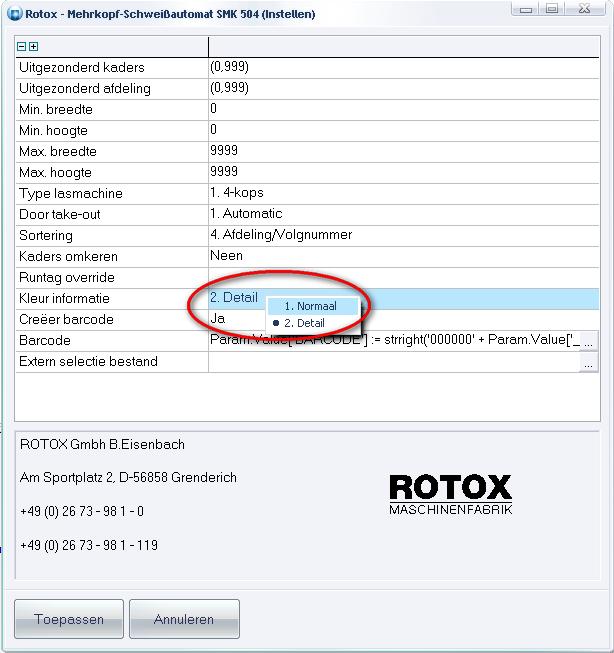
1. Normaal oude gedrag (standaard), enkel FC veld
2. Detail per profielnummer herhaald, ook SA,SB,SC,SD velden
Aanpassingen lasmachine ROTOX SMK504. (3.26 P3 -2638)
- Kader afmeting corrigeren met dikte afstandshouder onderkant U-kader deuren
- Extra kar/vak informatie kader profielen toevoegen
De onderkant van deur kaders is open en wordt verstevigd met een houten profiel met een bepaalde dikte. Deze dikte moet in rekening gebracht worden voor de afmeting van de kader. Het is niet mogelijk het fiktieve profiel in het model zelf een breedte te geven vermits de deurvleugel dan de verkeerde afmeting heeft. Daarom is er gekozen om de W1 parameter in PROFIEL PARAMETERS te gebruiken om de dikte van het fictieve profiel te definiëren :
Deze waarde wordt dan gebruikt in de sturing zelf om de afmetingen van de kader te corrigeren. Indien de W1 parameter reeds in gebruik is voor andere dooleinden kan een andere parameter gekozen worden d.m.v. de volgende parameters in de sectie [SMK504] in JOPPS.INI:
[SMK504]
PX=0 (0=W, 1=X, 2=Y, 3=Z)
PY=0 (0=1, … 9=10)
Dus PX=1 en PY=5 betekent de inhoud van de X6 parameter gebruiken als dikte van het fictief profiel.
Door middel van een extra instelling ‘Kar en vak informatie’ is het eveneens mogelijkheid om de kar/vak informatie van het %FN veld van het machine bestand in te stellen:
- Geen (geen informatie doorgeven)
- Volgens batch (batch nummering voor kaders (=standaard)
- Volgens regels (kar en vak informatie kader profielen tonen)
|
Opmerking: de kar en vak informatie van het eerste gevonden profiel dat deel uit maakt van de desbetreffende kader wordt getoond. Dus we gaan er van uit dat de profielen van één kader worden toegekend aan één vak!
|